Проблеми на поверхні гелькоута в процесі виробництва
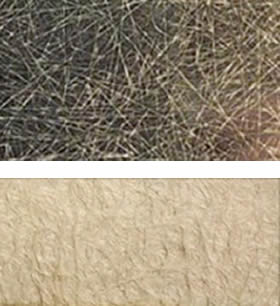
“КРОКОДИЛОВАЯ КОЖА” / МОРЩИНЫ
Эффект – Сморщивание гелькоута при контакте с матрицей.
| Причина | Заходи щодо усунення |
| Недостатня товщина плівки | Наносити рекомендовану товщину (400- 600мм) |
| Висока вологість | Встановити вологопоглиначі або працювати в умовах більш низької вологості |
| Низька температура | Підвищити температуру в приміщенні |
| Дуже мало каталізатора | Збільшити дозування каталізатора |
| Занадто тривалий час гелеутворення | Перевірити дозування каталізатора |
| Недостатній час затвердіння перед нанесенням опорного шару | Перевірити каталізатор/тип/дозування/температуру |
ПОРИСТІСТЬ
Ефект – Мікроскопічні отвори на поверхні гелькоута, викликані наявністю дуже дрібних бульбашок залученого повітря.
| Причина | Заходи щодо усунення |
| Недостатній час гелеутворення | Перевірити тип каталізатора / дозування для виходу повітря |
| Надмірне напилення каталізатора | Відрегулювати пістолет із зовнішнім змішуванням |
| Погане розпилення | Перевірити і відрегулювати тиск (мікропористість зазвичай – надмірний тиск. Великі пори – недостатній тиск). Необхідна товщина плівки повинна досягатися мінімум за два проходи. |
| Пістолет знаходиться дуже близько до поверхні | Тримати пістолет на відстані 50-100 см від поверхні |
| Занадто товста плівка гелькоута | Наносити плівку рекомендованої товщини (400-600 мікрон) |
| Занадто висока в’язкість | Перевірити в’язкість і температуру |
СТІКАННЯ
Ефект – гелькоут стікає на вертикальних поверхнях.
| Причина | Заходи щодо усунення |
| Нанесення гелькоута занадто товстим шаром | Виміряти товщину шару, відрегулювати шаром |
| Занадто низька тиксотропия або в’язкість | Перевірити в’язкість при нанесенні |
| Занадто висока напруга зсуву при змішуванні гелькоута | Використовувати тільки обладнання з низькою напругою Зрушення |
| Невідповідна розділова система (занадто високий вміст силікону) | Замінити розділову систему |
| Дуже високий тиск повітря може зрушувати гелькоут | Перевірити і відрегулювати тиск |
РОЗТРІСКУВАННЯ
Ефект – Тріщини на поверхні гелькоута.
- Звездообразные трещины: Причина в ламинате
- Концентрические трещины: Причина в гелькоуте
- Параллельные трещины: Из-за избыточного сгибания
| Причина | Заходи щодо усунення |
| Дуже багато гелькоуту | Перевірити товщину плівки |
| Недостатнє затвердіння ламінату при зніманні | Перевірити щільність по Барколу, знімати з матриці після повного затвердіння ламінату |
| Недостатність використаного армування | Збільшити товщину зон ураження |
| Проблеми з розділовим мастилом | Перевірити правильність підбору розділового мастила і його нанесення |
| Тріщини в матриці | Перевірити, чи немає дефектів на поверхні матриці |
При зніманні з матриці:
- Надлишкові зусилля при зніманні з матриці
- Не бити по матриці і виробу киянкою і т.п.
- Здійснювати знімання за допомогою стиснутого повітря або води
КРАТЕРИ
Ефект – Невеликі, зазвичай круглі зони без гелькоуту.
| Причини | Заходи щодо усунення |
| Гелькоут забруднений водою, маслом, силіконом або розчинником з обладнання для нанесення | Простежити, щоб інструменти були чистими і сухими, а повітроводи напилення були повністю очищені |
| Неправильне розділове мастило | Не застосовувати розділові мастила, що містять силікони |
| Забруднення матриці | Очистити поверхню матриці безворсовою тканиною, потім нанести повторно |
| Надлишок воску на матриці | Видалити надлишки воску і знову відполірувати матрицю |
НАДЛИШКОВИЙ ПРОЯВ ВОЛОКНА
Ефект – Армуюче скловолокно проявляється на поверхні.
| Причина | Заходи щодо усунення |
| Гелькоут недостатньо затвердів перед викладкою | Перевірити дозування / тип каталізатора, час затвердіння і температуру |
| Виріб знято з матриці до повного затвердіння | Залишити виріб в матриці на більш тривалий час перед зніманням |
| Занадто тонкий шар гелькоута | Наносити гель шаром рекомендованої товщини |
| Надмірне екзотермічне тепло від нанесеної смоли | Наносити смолу поступово або вибрати марку з більш низьким піком екзотермії |
| Неправильне використання армування | Після шару гелькоута нанести поверхневу вуаль. Не використовувати тканий ровінг або тканину дуже близько до поверхні |
ТЬМЯНИЙ БЛИСК
гелькоуту відразу після вилучення з матриці.
| Причина | Заходи щодо усунення |
| Висока шорсткість поверхні матриці | Відполіруйте матрицю |
| Наліт на матриці | Вимийте і відполіруйте матрицю очищувачем; в більшості випадків це так званий восковий наліт- насправді полістирол |
| Полістирольний наліт | Шліфуйте або відчищайте щіткою і сильним розчинником, читайте інструкцію до розчинника перед використанням. |
| Забруднення матриці | Очистіть матрицю. Краще, щоб час між очищенням і нанесенням гелькоута було мінімальним. |
| Розчинник або вода | Перевірте наявність води і розчинника. Регулярно зливайте воду з водовідокремлювача на повітряній лінії. |
| “Сирий” каталізатор | Зробіть перше оприскування каталізатора поза вироби. |
АДГЕЗІЯ ДО МАТРИЦІ
Ефект – поверхня гелькоуту прилипає до матриці, ускладнюючи відділення.
| Причина | Заходи щодо усунення |
| Розділове мастило нанесено нерівномірно або неправильно | Наносити акуратно, дотримуватися інструкції виробника |
| Забруднена матриця | Очистити матрицю і нанести розділове мастило |
| Розділовий віск нанесено давно | Наносити гелькоут тільки на матрицю з недавно нанесеної розділовим мастилом |
ВІДШАРУВАННЯ
Ефект – шар гелькоута відстає від опорного шару, оголюючи малюнок стекломатеріалу.
| Причина | Заходи щодо усунення |
| Забруднення зворотної поверхні гелькоуту розділової мастилом, каталізатором, водою, наповнювачем | Захищати поверхню гелькоуту від забруднення перед нанесенням опорного ламінату |
| Надлишок розділового мастила мігрує до поверхні і впливає на адгезію | Не допускати нерівномірного нанесення розділового мастила |
| Гелькоут містить парафін (флоукоут) | Використовувати правильну марку |
| Сухе армування в контакті з гелькоутом | Змочити шар гелькоуту смолою перед викладкою армування |
| Забруднення волокон армування | Захищати і використовувати сухі і чисті армуючі матеріали |
ОСМОТИЧНЕ УТВОРЕННЯ БУЛЬБАШОК
Ефект – бульбашки на поверхні гелькоуту розміром від декількох міліметрів до декількох см в діаметрі. Вони можуть з’являтися після нагрівання або знаходження у воді.
| Причина | Заходи щодо усунення |
| Тип гелькоуту, основної смоли або армування не відповідає необхідним характеристикам | Вибрати більш хімічно стійку марку матеріалів або армування |
| Забруднення поверхні гелькоута краплями каталізатора, ацетону, повітрям або стиролом. | Перевірити обладнання для напилення, тримати інструменти і робоче приміщення чистими від води та ін. |
| Сухе скло або бульбашки повітря в опорному шарі | Забезпечити повне змочування опорного шару смолою і його затвердіння |
| Занадто тонкий шар гелькоуту | Наносити рекомендовану товщину |
| Недостатнє затвердіння гелькоуту або опорного шару | Перевірити умови нанесення і затвердіння |